

čb┼õĖ┼šō
▒Š╬─ī¦(d©Żo)ūxŻ║





ę╗Īóčb┼õĄ─Ė┼─Ņ
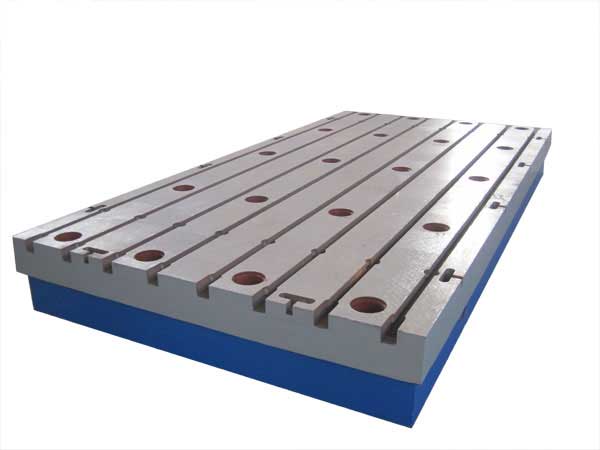
╚╬║╬ę╗┼_ÖC(j©®)Ų„įO(sh©©)éõČ╝╩ŪėąįSČÓ┴Ń╝■╦∙ĮM│╔Ż¼īó╚¶Ė╔║ŽĖ±Ą─┴Ń╝■░┤ęÄ(gu©®)Č©Ą─╝╝ąg(sh©┤)ę¬Ū¾ĮM║Ž│╔▓┐╝■Ż¼╗“?q©▒)ó╚¶Ė╔éĆ┴Ń╝■║═▓┐╝■ĮM║Ž│╔ÖC(j©®)Ų„įO(sh©©)éõŻ¼▓óĮø(j©®ng)▀^š{(di©żo)š¹Īóįć“ץ╚│╔×ķ║ŽĖ±«a(ch©Żn)ŲĘĄ─╣ż╦ć▀^│╠ĘQ×ķčb┼õĪŻ└²╚ńę╗▌vūįąą▄ćėąÄū╩«éĆ┴Ń╝■ĮM│╔Ż¼Ū░▌å║═║¾▌åŠ═╩Ū▓┐╝■ĪŻ
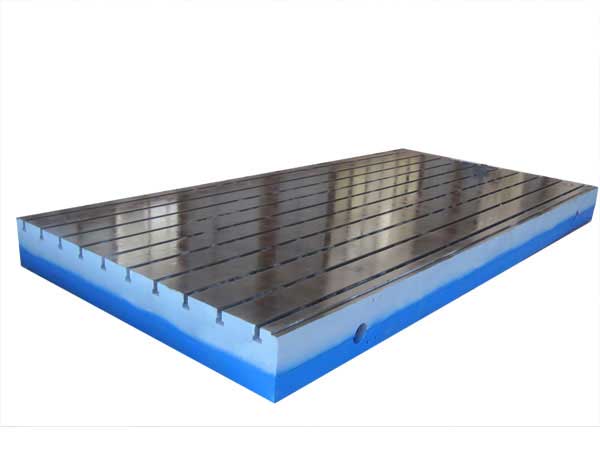
čb┼õ╩ŪÖC(j©®)Ų„ųŲįņųąĄ─ūŅ║¾ę╗Ą└╣żą“Ż¼ę“┤╦╦³╩Ū▒ŻūCÖC(j©®)Ų„▀_(d©ó)ĄĮĖ„ĒŚ╝╝ąg(sh©┤)ę¬Ū¾Ą─ĻP(gu©Īn)µIĪŻčb┼õ╣żū„Ą─║├ē─Ż¼ī”«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐Ųų°ųžę¬Ą─ū„ė├ĪŻ
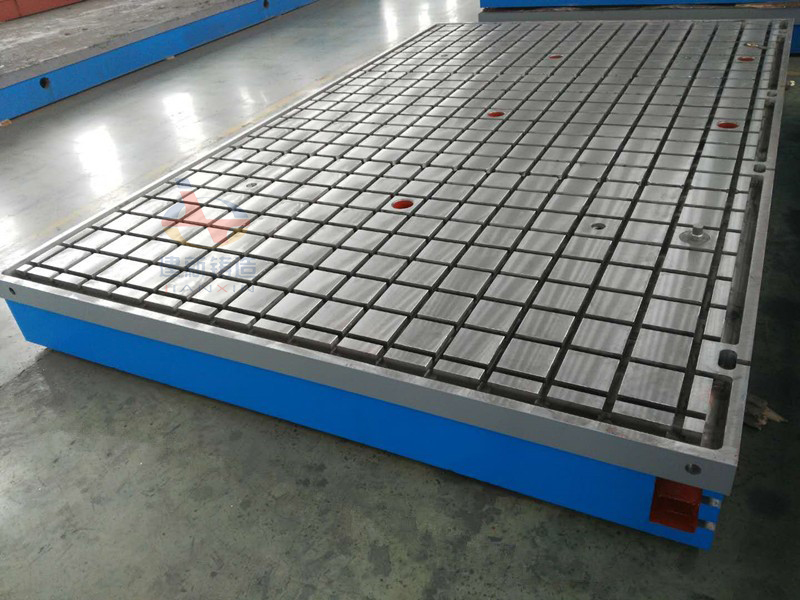
Č■Īóčb┼õĄ─╣ż╦ć▀^│╠
1.čb┼õŪ░Ą─£╩(zh©│n)éõ╣żū„
Ż©1Ż®čąŠ┐║═╩ņŽżčb┼õłDĄ─╝╝ąg(sh©┤)Śl╝■Ż¼┴╦ĮŌ«a(ch©Żn)ŲĘĄ─ĮY(ji©”)śŗ(g©░u)║═┴Ń╝■ū„ė├Ż¼ęį╝░ŽÓ▀BĮėĻP(gu©Īn)ŽĄĪŻ
Ż©2Ż®┤_Č©čb┼õĄ─ĘĮĘ©Īó│╠ą“║═╦∙ąĶĄ─╣żŠ▀ĪŻ
Ż©3Ż®ŅI(l©½ng)╚Ī║═ŪÕŽ┤┴Ń╝■ĪŻ
2.čb┼õ
čb┼õėųėąĮM╝■čb┼õĪó▓┐╝■čb┼õ║═┐éčb┼õų«ĘųŻ¼š¹éĆčb┼õ▀^│╠ę¬░┤┤╬ą“▀M(j©¼n)ąąĪŻ
Ż©1Ż®ĮM╝■čb┼õ īó╚¶Ė╔┴Ń╝■░▓čbį┌ę╗éĆ╗∙ĄA(ch©│)┴Ń╝■╔ŽČ°śŗ(g©░u)│╔ĮM╝■ĪŻ╚ń£p╦┘Ų„ųąę╗Ė∙é„äė▌SŻ¼Š═ė╔▌SĪó²X▌åĪóµIĄ╚┴Ń╝■čb┼õČ°│╔Ą─ĮM╝■ĪŻ
Ż©2Ż®▓┐╝■čb┼õ īó╚¶Ė╔éĆ┴Ń╝■ĪóĮM╝■░▓čbį┌┴Ēę╗éĆ╗∙ĄA(ch©│)┴Ń╝■╔ŽČ°śŗ(g©░u)│╔▓┐╝■Ż©¬Ü(d©▓)┴óÖC(j©®)śŗ(g©░u)Ż®ĪŻ╚ń▄ć┤▓Ą─┤▓Ņ^ŽõĪó▀M(j©¼n)ĮoŽõĪó╬▓╝▄Ą╚ĪŻ
Ż©3Ż®┐éčb┼õ īó╚¶Ė╔éĆ┴Ń╝■ĪóĮM╝■Īó▓┐╝■ĮM║Ž│╔š¹┼_ÖC(j©®)Ų„Ą─▓┘ū„▀^│╠ĘQ×ķ┐éčb┼õĪŻ└²╚ń▄ć┤▓Š═╩Ū░čÄūéĆŽõ¾wĄ╚▓┐╝■ĪóĮM╝■Īó┴Ń╝■ĮM║ŽČ°│╔ĪŻ
3.čb┼õ╣żū„Ą─ę¬Ū¾
Ż©1Ż®čb┼õĢrŻ¼æ¬(y©®ng)Öz▓ķ┴Ń╝■┼cčb┼õėąĻP(gu©Īn)Ą─ą╬ĀŅ║═│▀┤ńŠ½Č╚╩Ūʱ║ŽĖ±Ż¼Öz▓ķėą¤oūāą╬Īóōpē─Ą╚Ż¼▓óæ¬(y©®ng)ūóęŌ┴Ń╝■╔ŽĖ„ĘNś╦(bi©Īo)ėøŻ¼Ę└ų╣ÕečbĪŻ
Ż©2Ż®╣╠Č©▀BĮėĄ─┴Ń▓┐╝■Ż¼▓╗į╩įSėąķgŽČĪŻ╗ŅäėĄ─┴Ń╝■Ż¼─▄į┌š²│ŻĄ─ķgŽČŽ┬Ż¼ņ`╗ŅŠ∙ä“Ąž░┤ęÄ(gu©®)Č©ĘĮŽ“▀\(y©┤n)äėŻ¼▓╗æ¬(y©®ng)ėą╠°äėĪŻ
Ż©3Ż®Ė„▀\(y©┤n)äė▓┐╝■Ż©╗“┴Ń╝■Ż®Ą─Įėė|▒Ē├µŻ¼▒žĒÜ▒ŻūCėąūŃē“Ą─ØÖ╗¼Īó╚¶ėąė═┬ĘŻ¼▒žĒÜĢ│═©ĪŻ
Ż©4Ż®Ė„ĘN╣▄Ą└║═├▄ĘŌ▓┐╬╗Ż¼čb┼õ║¾▓╗Ą├ėąØB┬®¼F(xi©żn)Ž¾ĪŻ
Ż©5Ż®įć▄ćŪ░Ż¼æ¬(y©®ng)Öz▓ķéĆ▓┐╝■▀BĮėĄ─┐╔┐┐ąį║═▀\(y©┤n)äėĄ─ņ`╗ŅąįŻ¼Ė„▓┘┐v╩ų▒·╩Ūʱņ`╗Ņ║═╩ų▒·╬╗ų├╩Ūʱį┌║Ž▀mĄ─╬╗ų├Ż╗įć▄ćŪ░Ż¼Å─Ą═╦┘ĄĮĖ▀╦┘ų▓Į▀M(j©¼n)ąąĪŻ
╚²ĪóĄõą═ĮM╝■čb┼õĘĮĘ©
1.┬▌ßöĪó┬▌─ĖĄ─čb┼õ
┬▌ßöĪó┬▌─ĖĄ─čb┼õ╩Ūė├┬▌╝yĄ─▀BĮėčb┼õŻ¼╦³į┌ÖC(j©®)Ų„ųŲįņųąÅVĘ║╩╣ė├ĪŻčb▓ĪóĖ³ōQĘĮ▒ŃŻ¼ęūė┌ČÓ┤╬čb▓Ą╚ā×(y©Łu)³c(di©Żn)ĪŻ┬▌ßöĪó┬▌─Ėčb┼õųąĄ─ūóęŌ╩┬ĒŚŻ║
Ż©1Ż®┬▌╝y┼õ║Žæ¬(y©®ng)ū÷ĄĮė├╩ų─▄ūįė╔ą²╚ļŻ¼▀^ŠoĢ■ę¦ē─┬▌╝yŻ¼▀^╦╔ät╩▄┴”║¾┬▌╝yĢ■öÓ┴čĪŻ
Ż©2Ż®┬▌─ĖČ╦├µæ¬(y©®ng)┼c┬▌╝y▌SŠĆ┤╣ų▒Ż¼ęį╩▄┴”Š∙ä“ĪŻ
Ż©3Ż®čb┼õ│╔ĮM┬▌ßöĪó┬▌─ĖĢrŻ¼×ķ▒ŻūC┴Ń╝■┘N║Ž├µ╩▄┴”Š∙ä“Ż¼æ¬(y©®ng)░┤ę╗Č©ę¬Ū¾ą²ŠoŻ©╚ńłD╦∙╩ŠŻ®Ż¼▓óŪę▓╗ę¬ę╗┤╬═Ļ╚½ą²ŠoŻ¼æ¬(y©®ng)░┤┤╬ą“Ęųā╔┤╬╗“╚²┤╬ą²ŠoĪŻ
1
6 3
1 4 5
2
Ż©4Ż®ī”ė┌į┌ūā▌d║╔║═š±äė▌d║╔Ž┬╣żū„Ą─┬▌╝y▀BĮėŻ¼▒žĒÜ▓╔ė├Ę└╦╔▒ŻļUčbų├ĪŻ
2.ØLäė▌S│ąĄ─čb┼õ
ØLäė▌S│ąĄ─čb┼õČÓöĄ(sh©┤)×ķ▌^ąĪĄ─▀^ė»┼õ║ŽŻ¼čb┼õĢr│Żė├╩ųÕN╗“ē║┴”ÖC(j©®)ē║čbĪŻ▌S│ąčb┼õĄĮ▌S╔ŽĢrŻ¼æ¬(y©®ng)═©▀^ē|╠ū╩®┴”ė┌ā╚(n©©i)╚”Č╦├µ╔ŽŻ╗▌S│ąčb┼õĄĮÖC(j©®)¾w┐ūā╚(n©©i)ĢrŻ¼ätæ¬(y©®ng)╩®┴”ė┌═Ō╚”Č╦├µ╔ŽŻ╗╚¶═¼Ģrē║ĄĮ▌S╔Ž║═ÖC(j©®)¾w┐ūųąĢrŻ¼ätā╚(n©©i)═Ō╚”Č╦├µæ¬(y©®ng)═¼Ģr╝ėē║ĪŻ
╚ń╣¹ø]ėąīŻė├ē|╠ūĢrŻ¼ę▓┐╔ė├╩ųÕNĪóŃ~░¶čžų°▌S│ąČ╦├µ╦─ų▄ī”ĘQŠ∙ä“ĄžŪ├╚ļŻ¼ė├┴”▓╗─▄╠½┤¾ĪŻ
╚ń╣¹▌S│ą┼c▌S╩Ū▌^┤¾▀^ė»┼õ║ŽĢrŻ¼┐╔īó▌S│ąĄ§Ę┼ĄĮ80Ī½90ĪµĄ─¤ßė═ųą╝ė¤ßŻ¼╚╗║¾│├¤ßčb┼õ
╚╬║╬ę╗┼_ÖC(j©®)Ų„įO(sh©©)éõČ╝╩ŪėąįSČÓ┴Ń╝■╦∙ĮM│╔Ż¼īó╚¶Ė╔║ŽĖ±Ą─┴Ń╝■░┤ęÄ(gu©®)Č©Ą─╝╝ąg(sh©┤)ę¬Ū¾ĮM║Ž│╔▓┐╝■Ż¼╗“?q©▒)ó╚¶Ė╔éĆ┴Ń╝■║═▓┐╝■ĮM║Ž│╔ÖC(j©®)Ų„įO(sh©©)éõŻ¼▓óĮø(j©®ng)▀^š{(di©żo)š¹Īóįć“ץ╚│╔×ķ║ŽĖ±«a(ch©Żn)ŲĘĄ─╣ż╦ć▀^│╠ĘQ×ķčb┼õĪŻ└²╚ńę╗▌vūįąą▄ćėąÄū╩«éĆ┴Ń╝■ĮM│╔Ż¼Ū░▌å║═║¾▌åŠ═╩Ū▓┐╝■ĪŻ
čb┼õ╩ŪÖC(j©®)Ų„ųŲįņųąĄ─ūŅ║¾ę╗Ą└╣żą“Ż¼ę“┤╦╦³╩Ū▒ŻūCÖC(j©®)Ų„▀_(d©ó)ĄĮĖ„ĒŚ╝╝ąg(sh©┤)ę¬Ū¾Ą─ĻP(gu©Īn)µIĪŻčb┼õ╣żū„Ą─║├ē─Ż¼ī”«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐Ųų°ųžę¬Ą─ū„ė├ĪŻ
Č■Īóčb┼õĄ─╣ż╦ć▀^│╠
1.čb┼õŪ░Ą─£╩(zh©│n)éõ╣żū„
Ż©1Ż®čąŠ┐║═╩ņŽżčb┼õłDĄ─╝╝ąg(sh©┤)Śl╝■Ż¼┴╦ĮŌ«a(ch©Żn)ŲĘĄ─ĮY(ji©”)śŗ(g©░u)║═┴Ń╝■ū„ė├Ż¼ęį╝░ŽÓ▀BĮėĻP(gu©Īn)ŽĄĪŻ
Ż©2Ż®┤_Č©čb┼õĄ─ĘĮĘ©Īó│╠ą“║═╦∙ąĶĄ─╣żŠ▀ĪŻ
Ż©3Ż®ŅI(l©½ng)╚Ī║═ŪÕŽ┤┴Ń╝■ĪŻ
2.čb┼õ
čb┼õėųėąĮM╝■čb┼õĪó▓┐╝■čb┼õ║═┐éčb┼õų«ĘųŻ¼š¹éĆčb┼õ▀^│╠ę¬░┤┤╬ą“▀M(j©¼n)ąąĪŻ
Ż©1Ż®ĮM╝■čb┼õ īó╚¶Ė╔┴Ń╝■░▓čbį┌ę╗éĆ╗∙ĄA(ch©│)┴Ń╝■╔ŽČ°śŗ(g©░u)│╔ĮM╝■ĪŻ╚ń£p╦┘Ų„ųąę╗Ė∙é„äė▌SŻ¼Š═ė╔▌SĪó²X▌åĪóµIĄ╚┴Ń╝■čb┼õČ°│╔Ą─ĮM╝■ĪŻ
Ż©2Ż®▓┐╝■čb┼õ īó╚¶Ė╔éĆ┴Ń╝■ĪóĮM╝■░▓čbį┌┴Ēę╗éĆ╗∙ĄA(ch©│)┴Ń╝■╔ŽČ°śŗ(g©░u)│╔▓┐╝■Ż©¬Ü(d©▓)┴óÖC(j©®)śŗ(g©░u)Ż®ĪŻ╚ń▄ć┤▓Ą─┤▓Ņ^ŽõĪó▀M(j©¼n)ĮoŽõĪó╬▓╝▄Ą╚ĪŻ
Ż©3Ż®┐éčb┼õ īó╚¶Ė╔éĆ┴Ń╝■ĪóĮM╝■Īó▓┐╝■ĮM║Ž│╔š¹┼_ÖC(j©®)Ų„Ą─▓┘ū„▀^│╠ĘQ×ķ┐éčb┼õĪŻ└²╚ń▄ć┤▓Š═╩Ū░čÄūéĆŽõ¾wĄ╚▓┐╝■ĪóĮM╝■Īó┴Ń╝■ĮM║ŽČ°│╔ĪŻ
3.čb┼õ╣żū„Ą─ę¬Ū¾
Ż©1Ż®čb┼õĢrŻ¼æ¬(y©®ng)Öz▓ķ┴Ń╝■┼cčb┼õėąĻP(gu©Īn)Ą─ą╬ĀŅ║═│▀┤ńŠ½Č╚╩Ūʱ║ŽĖ±Ż¼Öz▓ķėą¤oūāą╬Īóōpē─Ą╚Ż¼▓óæ¬(y©®ng)ūóęŌ┴Ń╝■╔ŽĖ„ĘNś╦(bi©Īo)ėøŻ¼Ę└ų╣ÕečbĪŻ
Ż©2Ż®╣╠Č©▀BĮėĄ─┴Ń▓┐╝■Ż¼▓╗į╩įSėąķgŽČĪŻ╗ŅäėĄ─┴Ń╝■Ż¼─▄į┌š²│ŻĄ─ķgŽČŽ┬Ż¼ņ`╗ŅŠ∙ä“Ąž░┤ęÄ(gu©®)Č©ĘĮŽ“▀\(y©┤n)äėŻ¼▓╗æ¬(y©®ng)ėą╠°äėĪŻ
Ż©3Ż®Ė„▀\(y©┤n)äė▓┐╝■Ż©╗“┴Ń╝■Ż®Ą─Įėė|▒Ē├µŻ¼▒žĒÜ▒ŻūCėąūŃē“Ą─ØÖ╗¼Īó╚¶ėąė═┬ĘŻ¼▒žĒÜĢ│═©ĪŻ
Ż©4Ż®Ė„ĘN╣▄Ą└║═├▄ĘŌ▓┐╬╗Ż¼čb┼õ║¾▓╗Ą├ėąØB┬®¼F(xi©żn)Ž¾ĪŻ
Ż©5Ż®įć▄ćŪ░Ż¼æ¬(y©®ng)Öz▓ķéĆ▓┐╝■▀BĮėĄ─┐╔┐┐ąį║═▀\(y©┤n)äėĄ─ņ`╗ŅąįŻ¼Ė„▓┘┐v╩ų▒·╩Ūʱņ`╗Ņ║═╩ų▒·╬╗ų├╩Ūʱį┌║Ž▀mĄ─╬╗ų├Ż╗įć▄ćŪ░Ż¼Å─Ą═╦┘ĄĮĖ▀╦┘ų▓Į▀M(j©¼n)ąąĪŻ
╚²ĪóĄõą═ĮM╝■čb┼õĘĮĘ©
1.┬▌ßöĪó┬▌─ĖĄ─čb┼õ
┬▌ßöĪó┬▌─ĖĄ─čb┼õ╩Ūė├┬▌╝yĄ─▀BĮėčb┼õŻ¼╦³į┌ÖC(j©®)Ų„ųŲįņųąÅVĘ║╩╣ė├ĪŻčb▓ĪóĖ³ōQĘĮ▒ŃŻ¼ęūė┌ČÓ┤╬čb▓Ą╚ā×(y©Łu)³c(di©Żn)ĪŻ┬▌ßöĪó┬▌─Ėčb┼õųąĄ─ūóęŌ╩┬ĒŚŻ║
Ż©1Ż®┬▌╝y┼õ║Žæ¬(y©®ng)ū÷ĄĮė├╩ų─▄ūįė╔ą²╚ļŻ¼▀^ŠoĢ■ę¦ē─┬▌╝yŻ¼▀^╦╔ät╩▄┴”║¾┬▌╝yĢ■öÓ┴čĪŻ
Ż©2Ż®┬▌─ĖČ╦├µæ¬(y©®ng)┼c┬▌╝y▌SŠĆ┤╣ų▒Ż¼ęį╩▄┴”Š∙ä“ĪŻ
Ż©3Ż®čb┼õ│╔ĮM┬▌ßöĪó┬▌─ĖĢrŻ¼×ķ▒ŻūC┴Ń╝■┘N║Ž├µ╩▄┴”Š∙ä“Ż¼æ¬(y©®ng)░┤ę╗Č©ę¬Ū¾ą²ŠoŻ©╚ńłD╦∙╩ŠŻ®Ż¼▓óŪę▓╗ę¬ę╗┤╬═Ļ╚½ą²ŠoŻ¼æ¬(y©®ng)░┤┤╬ą“Ęųā╔┤╬╗“╚²┤╬ą²ŠoĪŻ
1
6 3
1 4 5
2
Ż©4Ż®ī”ė┌į┌ūā▌d║╔║═š±äė▌d║╔Ž┬╣żū„Ą─┬▌╝y▀BĮėŻ¼▒žĒÜ▓╔ė├Ę└╦╔▒ŻļUčbų├ĪŻ
2.ØLäė▌S│ąĄ─čb┼õ
ØLäė▌S│ąĄ─čb┼õČÓöĄ(sh©┤)×ķ▌^ąĪĄ─▀^ė»┼õ║ŽŻ¼čb┼õĢr│Żė├╩ųÕN╗“ē║┴”ÖC(j©®)ē║čbĪŻ▌S│ąčb┼õĄĮ▌S╔ŽĢrŻ¼æ¬(y©®ng)═©▀^ē|╠ū╩®┴”ė┌ā╚(n©©i)╚”Č╦├µ╔ŽŻ╗▌S│ąčb┼õĄĮÖC(j©®)¾w┐ūā╚(n©©i)ĢrŻ¼ätæ¬(y©®ng)╩®┴”ė┌═Ō╚”Č╦├µ╔ŽŻ╗╚¶═¼Ģrē║ĄĮ▌S╔Ž║═ÖC(j©®)¾w┐ūųąĢrŻ¼ätā╚(n©©i)═Ō╚”Č╦├µæ¬(y©®ng)═¼Ģr╝ėē║ĪŻ
╚ń╣¹ø]ėąīŻė├ē|╠ūĢrŻ¼ę▓┐╔ė├╩ųÕNĪóŃ~░¶čžų°▌S│ąČ╦├µ╦─ų▄ī”ĘQŠ∙ä“ĄžŪ├╚ļŻ¼ė├┴”▓╗─▄╠½┤¾ĪŻ
╚ń╣¹▌S│ą┼c▌S╩Ū▌^┤¾▀^ė»┼õ║ŽĢrŻ¼┐╔īó▌S│ąĄ§Ę┼ĄĮ80Ī½90ĪµĄ─¤ßė═ųą╝ė¤ßŻ¼╚╗║¾│├¤ßčb┼õ