

平板刮削技術介紹
本文導讀:




刮削是用刮刀刮除工件表面薄層的加工方法。他是利用刮刀、測量工具和顯示劑,以手工方式,邊研點測量,邊用刮刀刮去高處的金屬,使工件逐步達到規定的尺寸、幾何形狀、表面質量和密合性等要求的。刮削是一種精加工方式,刮削后工件表面上留下的一層微淺而美麗的花紋,即可增加表面的美觀,又可利用它來儲油、減少摩擦,以提高工件的使用壽命。因此,機床的導軌面。軸承的摩擦面和常用的平板等,都采用刮削來達到較高的精度要求。
1、刮削方法
(1)平面刮削
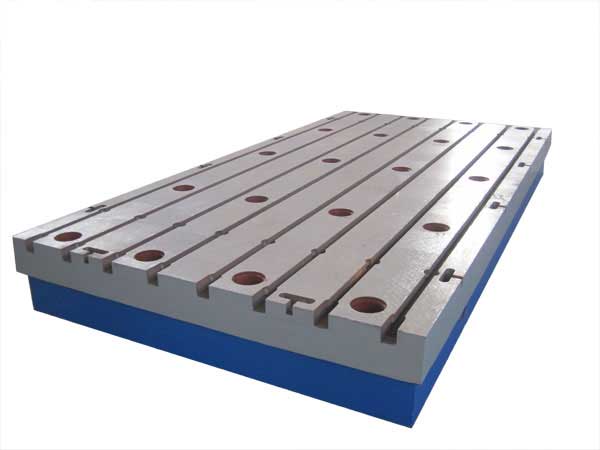
平面刮削法適用于各種互相配合的平面和滑動平面,如平板、角度墊鐵和機床導軌的滑動面等。
刮削平面時,刮刀做前后直線運動,前推進行切削,后退為空行程。所加壓力的大小根據加工材料確定。金屬較硬時,加壓應大;材料較軟時,加壓應小。
根據工件的精度要求,刮削分為粗刮、細刮、精刮和刮花幾種;
a.粗刮:當機械加工后,表面刀痕顯著、刮削余量較大或者工件表面生銹時,都需要首先進行粗刮。粗刮時,用長刮刀,刀口端部要平,刮過的刀跡較寬(10mm以上),行程較長(10~15mm),刀跡要連成一片,不可重復。當高起的接觸點達到每25mm²內有4~6個時,粗掛就算達到了要求。
b.細刮:粗刮后的表面高低相差很大,細刮就是要將高點刮去,讓更多的點子顯示出來。細刮時,刮刀磨得中間略突些。刀跡寬6mm左右,長5~10mm,刀跡依點子而分布。連續兩次的刮削方向,應成45°或60°的網紋。當點子達到每25mm²的面積上有10~16個時,細刮就算完成。
c.精刮:在細刮后要進一步提高質量,則需進行精刮。精刮時,用小刮刀輕刮,刀跡4mm左右,長約5mm。當點子逐漸增多時,可將點子分為三種類型刮削:****最亮的電子全部刮去;中等的點子在中部刮去一小片;小的點子留下不刮。經推磨第二次刮削時,小點子會變大,中等點子分為兩個點子,大點子則分為幾個點子,原來沒有點子的地方也會出現新點子。經過幾次反復,點子就會越開越多。當達到每25mm²的面積上有20~25個點子時,細刮工作可結束。
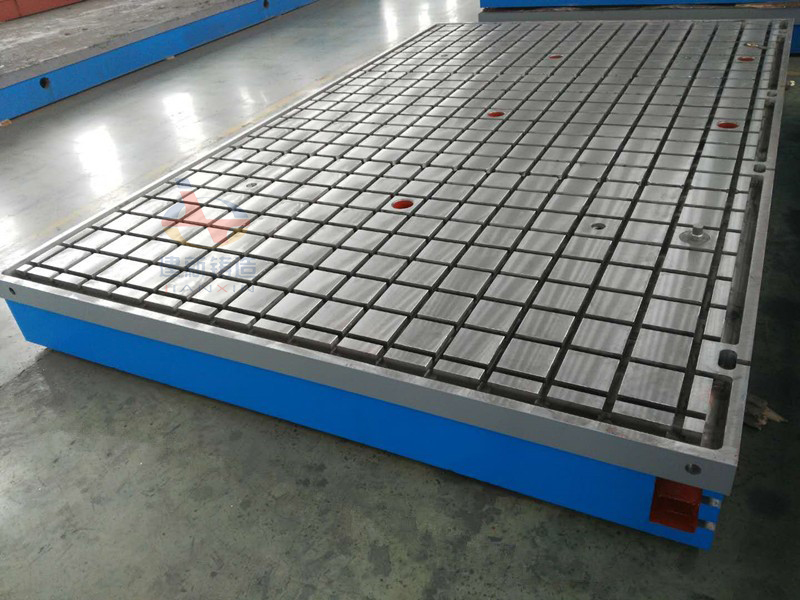
d.刮花:他是在已刮好的平面上,再經過有規律的刮削,使其成為各種花紋。這些花紋即能增加美觀,又在滑動表面起著存油的作用,并且,還可借助刮花的消失,來判斷平面的磨損程度。近來,已有電火花淬火機床代替刮花,導軌面淬火后即可提高硬度又可燒出好看的花紋來,優點更多。
(2)原始平板的刮削
平板是檢查工具中最基本重要的一種,所以必須做的非常精密。如果要刮削的平板只是一塊,則必須用標準平板合研。如果連標準平板也沒有,則必須用三塊原始平板相互配刮,稱為三塊互研法。
刮前先將三塊平板編號(如1/2/3),接著分別粗刮一遍,除去機械加工留下的刀痕,然后按照下列順序進行合研刮削。
a.以1為基準,將2和3與1合研后刮削,達到密合后,再將2和3合研并同時刮削。
b.以2為基準,將1與2合研后刮削,達到密合后,再將2和3合研并同時刮削。
c.以3為基準,將2和3合研后刮削,達到密合后,再將1和2合研并同時刮削。
接著仍以1為基準,按上述順序循環進行,直至達到平板所要求的精確度。
1、刮削方法
(1)平面刮削
平面刮削法適用于各種互相配合的平面和滑動平面,如平板、角度墊鐵和機床導軌的滑動面等。
刮削平面時,刮刀做前后直線運動,前推進行切削,后退為空行程。所加壓力的大小根據加工材料確定。金屬較硬時,加壓應大;材料較軟時,加壓應小。
根據工件的精度要求,刮削分為粗刮、細刮、精刮和刮花幾種;
a.粗刮:當機械加工后,表面刀痕顯著、刮削余量較大或者工件表面生銹時,都需要首先進行粗刮。粗刮時,用長刮刀,刀口端部要平,刮過的刀跡較寬(10mm以上),行程較長(10~15mm),刀跡要連成一片,不可重復。當高起的接觸點達到每25mm²內有4~6個時,粗掛就算達到了要求。
b.細刮:粗刮后的表面高低相差很大,細刮就是要將高點刮去,讓更多的點子顯示出來。細刮時,刮刀磨得中間略突些。刀跡寬6mm左右,長5~10mm,刀跡依點子而分布。連續兩次的刮削方向,應成45°或60°的網紋。當點子達到每25mm²的面積上有10~16個時,細刮就算完成。
c.精刮:在細刮后要進一步提高質量,則需進行精刮。精刮時,用小刮刀輕刮,刀跡4mm左右,長約5mm。當點子逐漸增多時,可將點子分為三種類型刮削:****最亮的電子全部刮去;中等的點子在中部刮去一小片;小的點子留下不刮。經推磨第二次刮削時,小點子會變大,中等點子分為兩個點子,大點子則分為幾個點子,原來沒有點子的地方也會出現新點子。經過幾次反復,點子就會越開越多。當達到每25mm²的面積上有20~25個點子時,細刮工作可結束。
d.刮花:他是在已刮好的平面上,再經過有規律的刮削,使其成為各種花紋。這些花紋即能增加美觀,又在滑動表面起著存油的作用,并且,還可借助刮花的消失,來判斷平面的磨損程度。近來,已有電火花淬火機床代替刮花,導軌面淬火后即可提高硬度又可燒出好看的花紋來,優點更多。
(2)原始平板的刮削
平板是檢查工具中最基本重要的一種,所以必須做的非常精密。如果要刮削的平板只是一塊,則必須用標準平板合研。如果連標準平板也沒有,則必須用三塊原始平板相互配刮,稱為三塊互研法。
刮前先將三塊平板編號(如1/2/3),接著分別粗刮一遍,除去機械加工留下的刀痕,然后按照下列順序進行合研刮削。
a.以1為基準,將2和3與1合研后刮削,達到密合后,再將2和3合研并同時刮削。
b.以2為基準,將1與2合研后刮削,達到密合后,再將2和3合研并同時刮削。
c.以3為基準,將2和3合研后刮削,達到密合后,再將1和2合研并同時刮削。
接著仍以1為基準,按上述順序循環進行,直至達到平板所要求的精確度。