

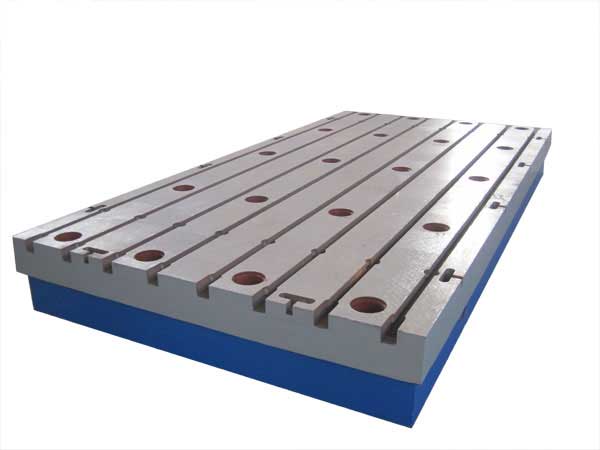
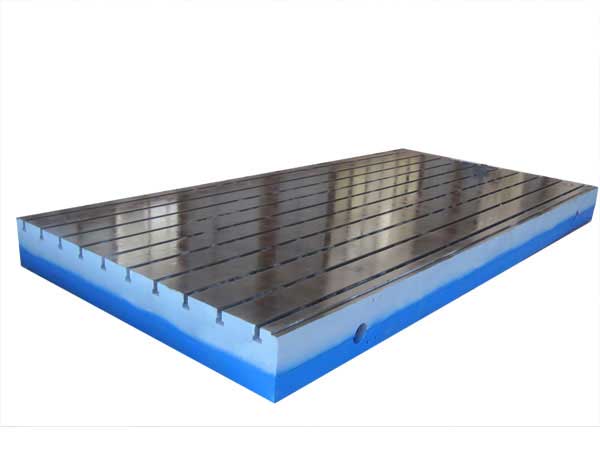
用V法(真空密封)造型工藝鑄造機床大板
本文導讀:摘要:本文介紹用“V“法造型工藝生產T型槽機床大件和配重鐵的生產實踐經驗。實踐證明:“V”法鑄造生產鑄鐵、鑄鋼大件能夠實現提高質量、降低成本、減輕勞動強度、提高經濟效益的目的。





作者: 周德剛
摘要:本文介紹用"V"法造型工藝生產T型槽機床大件和配重鐵的生產實踐經驗。實踐證明:“V”法鑄造生產鑄鐵、鑄鋼大件能夠實現提高質量、降低成本、減輕勞動強度、提高經濟效益的目的。
關鍵詞:“V”法鑄造工藝操作實踐應用實例
由于鑄鐵性能的特點,各種機床工作平臺均采用鑄鐵生產。多數企業以前各種從一噸到7噸重的平臺大板都用濕模粘土砂、樹脂砂。還有消失模水泥型等工藝制作。因市場鑄件的質量和價格成本的競爭為了提高質量降低成本筆者應用真空V法密封造型工藝已生產出了各種機場大板帶有T型槽的平臺。鑄件內外質量達到了客戶要求和鑄造標準。
一、工藝改造、原理和特點
1、制造帶有抽氣箱和抽氣孔(氣塞)模板。
2、烘烤EVA塑料薄膜用的烤模器一架,把烤好的EVA模覆蓋在型板上,用真空泵抽氣使薄膜密貼在型板上覆膜成型。
3、將帶有過濾抽氣的砂箱放在已敷好膜噴好涂料的型板上。
4、向砂箱內充填沒有粘結劑和附加物的干石英砂,借助微震使型砂緊實刮平,放上密封薄膜打開抽氣閥門抽去型砂內空氣使鑄型內外存在壓力差。由于壓力差的作用使鑄型成型并有較高的型腔砂型硬度。
5、解除模板內的真空然后進行起箱拔模,鑄型要繼續抽真空,下芯、合箱、澆注、直到澆注的金屬液凝固后,保壓一定時間,停止對鑄型抽氣、型內壓力接近大氣壓時,鑄型就自行潰散。
優點:
1、提高鑄件質量、表面光潔、輪廓清晰、尺寸精確表面粗糙度細。用較細的干砂,鑄型硬度高且均勻,拔模容易。模型的拔模斜度可以設置的很小或者不設。
2、簡化設備,節約投資減少運行的各種維修費用。省去有關貼合劑,附加物劑涽砂設備。舊砂回用率在95%以上,設備投資減少30%。設備動力為濕型的60%。勞動力減少35%,只用六個人。
3、模具及砂箱使用壽命長,因為模型與型砂之間用塑料薄膜和耐火涂料隔開,所以模型幾乎沒有磨損,因此“V法”造型的模型多用木制模型或樹脂模型。
4、金屬液利用率高。“V法”造型中金屬液流動性好,充填能力強、鑄型硬度高、冷卻滿;有利于縮補減少冒口的尺寸。工藝出品率高,減少了加工余量。降低了鑄造成本。