

多工位回轉臺在機床上的廣泛應用
本文導讀:





多工位回轉臺組合機床相當于一條自動線,有多個加工工位和一個上下料工位(下料工位在同一工位),生產效率高,占地面積小,在機械加工中,這種機床應用較為廣泛。
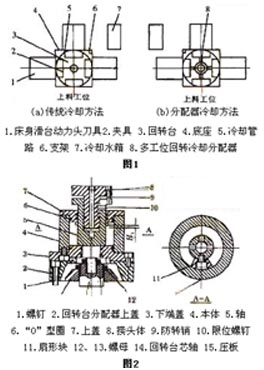
1.傳統多工位回轉臺組合機床的冷卻方法 傳統的冷卻方法見圖1a。傳統的冷卻方法是用一根鋼管彎成一個圓形的冷卻管路,在圓形的冷卻管路下面,焊上較多的噴嘴,對工件進行冷卻。由于冷卻管路受到回轉臺、夾具、鉆模板等運動部件回轉半徑的限制,不能充分地冷卻工件、刀具、沖走切屑。故這種結構冷卻效果差。
2.多工位回轉臺冷卻分配器 這種方法見圖1b,由于冷卻分配器是裝在回轉臺上的,不受各種運動部件的限制,這種裝置能將大流量、有一定壓力的冷卻液直接冷卻刀具、工件,使工件和刀具得到充分地冷卻,減少熱變形,提高刀具的使用壽命。大流量的冷卻液還能沖走切屑,方便上下料。
3.結構及原理 具體結構見圖2,本裝置共有15個零件所組成(其中“O”形圈有四種規格),因此需要對原回轉臺部件的幾個零件進行補充加工,在回轉臺分配器上蓋2上加工出擰緊螺母12、13的扳手空間,回轉臺芯軸14需要加工出螺紋,以便于固定軸5。下端蓋3和回轉臺分配器上蓋2、以及本體4用螺釘相聯結,本體4和上蓋7用螺釘聯結,這就構成了一個回轉裝置,和回轉臺一起旋轉(回轉臺芯軸和軸5是不轉動的),軸5和扇形塊11用螺釘聯結進行配磨,使配磨以后的回轉半徑和本體有一定的間隙配合防止轉動不靈活,產生損壞現象防轉銷9,限位螺釘10分別是起防轉和限位作用。
扇形塊的材料選用耐磨材料。為了防止回轉臺抬起產生干涉現象,故H1=H+(2~3)mm(H為回轉臺的抬起高度,H1為扇形塊和上蓋之間的距離)。
由于此裝置是根據機床的工位數K所決定,本體4可以設計多工位,此裝置在上下料工位處于無冷卻液狀態,以便于上下料這種結構對機床防護罩設計變得簡單,此結構筆者已使用多次。
 |